






અમારી ડબલ-વોલ કોરુગેટેડ પાઇપ મશીનનો ઉપયોગ બહુવિધ હેતુઓ માટે થઈ શકે છે.તે સિંગલ-વોલ કોરુગેટેડ પાઈપો, ડબલ-વોલ કોરુગેટેડ પાઈપો, ડબલ-વોલ છિદ્રિત લહેરિયું પાઈપો, ટનલ એન્ટી-ક્રિસ્ટલાઇઝેશન વોટર સીપેજ બ્લાઇન્ડ પાઇપ્સ, ઇન્ડોર ડેકોરેશન ફ્રેશ એર ડક્ટ્સ અને વાંસ પાઇપ બનાવી શકે છે.અમે ઘાટ બદલી શકીએ છીએ.સારુ
ફ્રેશ એર ડક્ટ, એર ચેન્જ માટે પીઇ સ્પેશિયલ કોરુગેટેડ પાઇપ, વિન્ડ બોક્સ, વેન્ટિલેશન હોસ, સપોર્ટિંગ વેન્ટિલેશન પાઇપ
ફ્રેશ એર સિસ્ટમ કોરુગેટેડ પાઇપ 75/110PE પાઇપ ડબલ વોલ પ્લાસ્ટિક પાઇપ ફ્રેશ એર ડક્ટ એર કન્ડીશનીંગ વેન્ટિલેશન નળી
તાજી હવા સિસ્ટમ ડબલ-લેયર લહેરિયું પાઇપ તાજી હવા નળી પીઇ પાઇપ 75, 110, 160

પીઇ પાઇપ 75 એર ડક્ટ એક્ઝોસ્ટ હોસ પીઇ પાઇપ ફ્રેશ એર સિસ્ટમ ડબલ વોલ કોરુગેટેડ હોસ
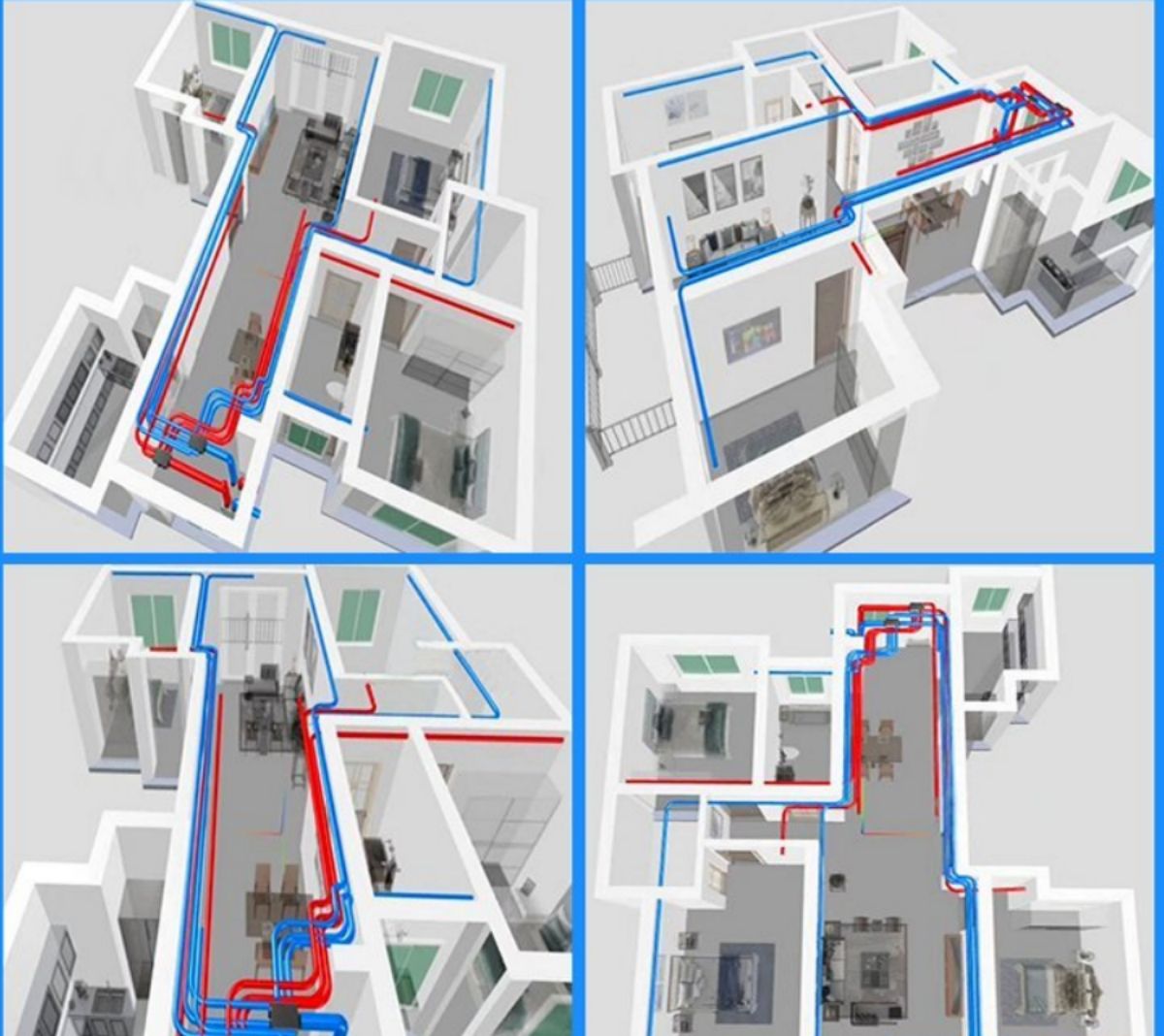
તાજી હવાની વ્યવસ્થા રૂમમાં તાજી હવા મોકલવા માટે સીલબંધ રૂમની એક બાજુએ વિશેષ સાધનોના ઉપયોગ પર આધારિત છે અને પછી બીજી બાજુ વિશેષ સાધનો દ્વારા તેને બહારથી વિસર્જિત કરવામાં આવે છે.ઘરની અંદરની તાજી હવાની જરૂરિયાતોને પહોંચી વળવા માટે "તાજી હવા/પ્રવાહ ક્ષેત્ર" બનાવવામાં આવશે.અમલીકરણ યોજના ઉચ્ચ પવન દબાણ અને મોટા ફ્લો પંખાનો ઉપયોગ કરવાનો છે, એક બાજુથી ઓરડામાં હવા પહોંચાડવા માટે મશીનરી પર આધાર રાખે છે, અને ખાસ ડિઝાઇન કરેલા એક્ઝોસ્ટ પંખાનો ઉપયોગ કરીને તેને બીજી બાજુથી બહારથી ડિસ્ચાર્જ કરવા દબાણ કરે છે. સિસ્ટમમાં તાજી હવા/પ્રવાહ ક્ષેત્ર.હવા સપ્લાય કરતી વખતે, ઓરડામાં પ્રવેશતી હવા ફિલ્ટર, ઓક્સિજનયુક્ત અને પ્રીહિટેડ (શિયાળામાં) હોય છે.

નવા એર ડક્ટ સાધનોમાં આનો સમાવેશ થાય છે: બાહ્ય દિવાલ હોસ્ટ + આંતરિક દિવાલ હોસ્ટ + મશીન હેડ + મોલ્ડ + ફોર્મિંગ મશીન + વિન્ડિંગ મશીન
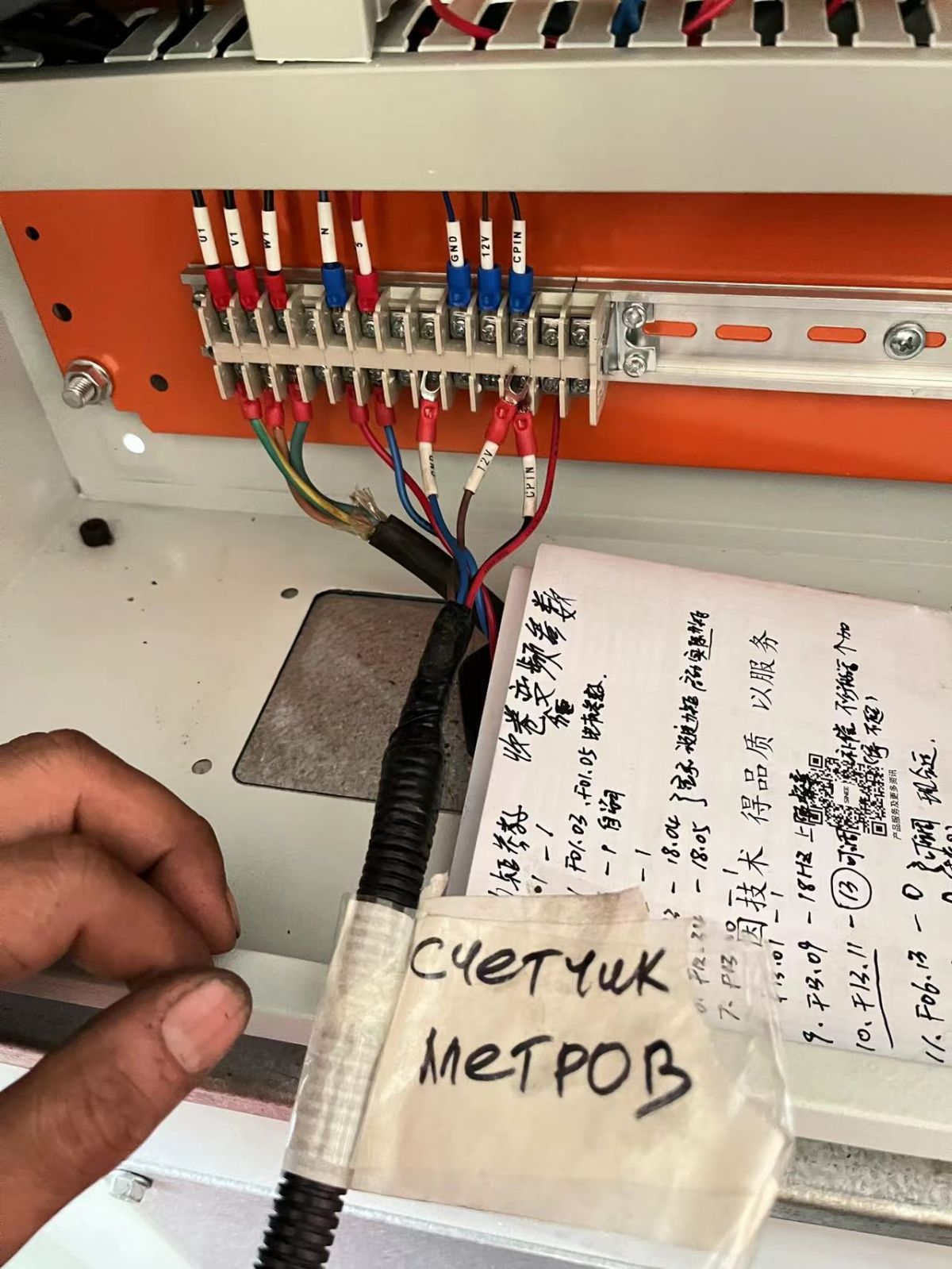
એવી ભલામણ કરવામાં આવે છે કે ગ્રાહકો સામાન્ય ગ્રાઉન્ડિંગ કરે અને તમામ મશીનોને કનેક્ટ કરવા અને એક જ સમયે તેમને ગ્રાઉન્ડ કરવા માટે 6-મીટર કોપર વાયર બનાવે.મોલ્ડિંગ મશીન અને વિન્ડિંગ મશીન તમામ 380V છે.કુલ સ્થાપિત શક્તિ 65 કિલોવોટ છે, અને વાસ્તવિક ઉત્પાદન 25 કિલોવોટ (25 કિલોવોટ કલાક) છે.
એવી ભલામણ કરવામાં આવે છે કે ફોર્મિંગ મશીન અને વિન્ડિંગ મશીન વચ્ચેનું અંતર 6 મીટર છે
બાહ્ય દિવાલ હોસ્ટથી મોલ્ડિંગ મશીનનું અંતર 825MM છે, અને આંતરિક દિવાલ હોસ્ટથી મોલ્ડિંગ મશીનનું અંતર 785MM છે.
જ્યારે અમે સિંગલ વોલ કોરુગેટેડ પાઈપ લઈને આવ્યા, ત્યારે અમે ફક્ત અંદરની દિવાલ એક્સ્ટ્રુડર બંધ કર્યું.
પાવર વાયરિંગ માટે લહેરિયું પાઇપ બનાવવા માટે તમે સ્ટીલ વાયર માટે વાયર ફીડર પણ ઉમેરી શકો છો.લોખંડના તાર માટેના છિદ્રને ઘાટમાં ડ્રિલ કરવું જોઈએ.લોખંડના વાયરનો વ્યાસ 1.0MM કરતા વધુ ન હોવો જોઈએ.ઉપયોગમાં લેવાતા વોટર જેકેટને પણ હોલો ટુ-લેયર વનમાં બદલવું જોઈએ.


સામગ્રીના ગ્રેડ પર આધાર રાખીને, એક્સ્ટ્રુડરને 1.5-2 કલાક માટે 200-220 ડિગ્રી સુધી ગરમ કરવામાં આવે છે.મશીન હેડના ચાર અને પાંચ વિસ્તારો બેકઅપ વિસ્તારો છે.તાપમાન ઉષ્ણતામાન સુધી પહોંચ્યા પછી, હોસ્ટ મોલ્ડ અને મોલ્ડિંગ મશીનને સંતુલન મળ્યા પછી, મશીન ટૂલનું ફ્રેમ સ્તર છે તેની ખાતરી કરવા માટે કે તે સચોટ છે, તેને સ્તર આપવા માટે મોલ્ડ પર સ્તર મૂકો.સ્તરીકરણ કર્યા પછી, ઘાટની ડાબી અને જમણી બાજુએ 12 સ્ક્રૂને સજ્જડ કરવાની ખાતરી કરો.જો તે સમતળ કરવામાં ન આવે તો, સામગ્રી બહાર આવશે નહીં અને મશીનનું માથું ઘાટની સામે ઘસશે.મોલ્ડિંગ મશીન પર ઉપર, નીચે, ડાબે અને જમણે ગોઠવણ સ્ક્રૂ છે.
લેવલિંગ કરતી વખતે, તમારે ખાતરી કરવી જોઈએ કે પ્રીહિટીંગ પછી થોડી સામગ્રીને બહાર કાઢવી અને પછી સંતુલન શોધવું સૌથી સચોટ છે.
બાહ્ય દિવાલના વિચલનને સમાયોજિત કરો, અને પછી મશીન હેડ પર હીટિંગ બેલ્ટ પર મોટા સ્ક્રૂના વર્તુળનો ઉપયોગ કરો.બાહ્ય દિવાલની કઈ બાજુ જાડી છે, કઈ બાજુ કડક છે અને કઈ બાજુ ઢીલી છે;આંતરિક દિવાલના વિચલનને સમાયોજિત કરો, અને પછી ડાઇ પર 4 નાના સ્ક્રૂ છે, કઈ બાજુ કઈ બાજુ પાતળી છે?અંદરની દિવાલ અને બહારની દિવાલ વિરુદ્ધ છે.

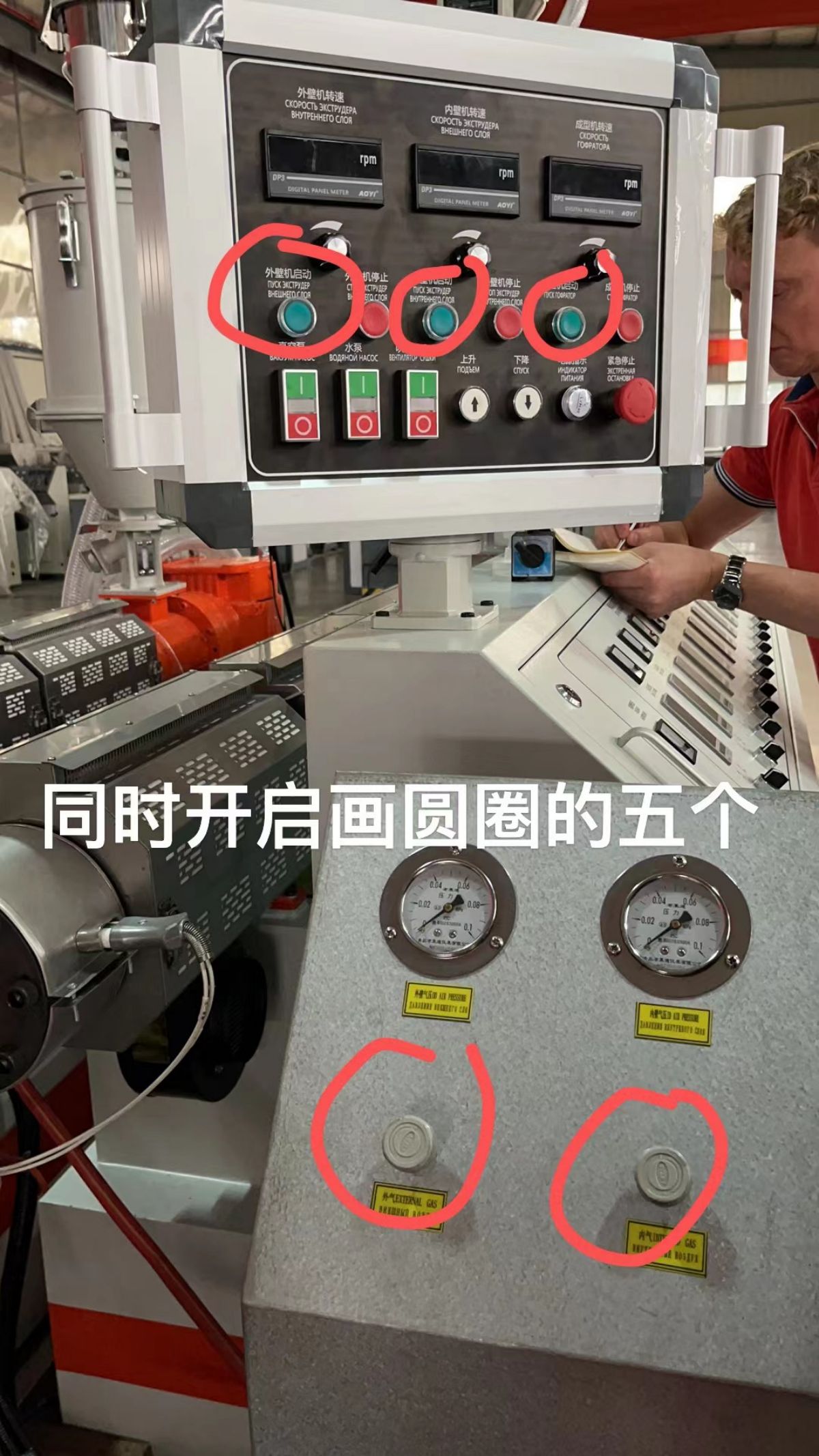
ત્રણ લીલા બટનો (બાહ્ય દિવાલ, આંતરિક દિવાલ અને કેન્ટીલીવર બોક્સ પર મોલ્ડિંગ મશીન) શરૂ કરો.બાહ્ય દિવાલ મશીનની ગતિ 272 થી શરૂ થાય છે - સામાન્ય કામગીરી 290 RPM છે, આંતરિક દિવાલ મશીનની ગતિ 265 છે - સામાન્ય કામગીરી 214RPM છે, મોલ્ડિંગ મશીનની ગતિ 614RPM છે, અને પછીના ઉત્પાદન દરમિયાન મોલ્ડિંગ મશીનની ગતિ ઝડપી છે.704RPM, હોસ્ટ કરંટ 16A બતાવે છે, જે દિવાલની જાડાઈને પાતળી બનાવે છે.નવી એર ડક્ટ બનાવતી વખતે અંદરની દીવાલ બહુ જાડી ન હોવી જોઈએ, નહીં તો અંદરની દીવાલ સારી રીતે વળાંક નહીં આવે.

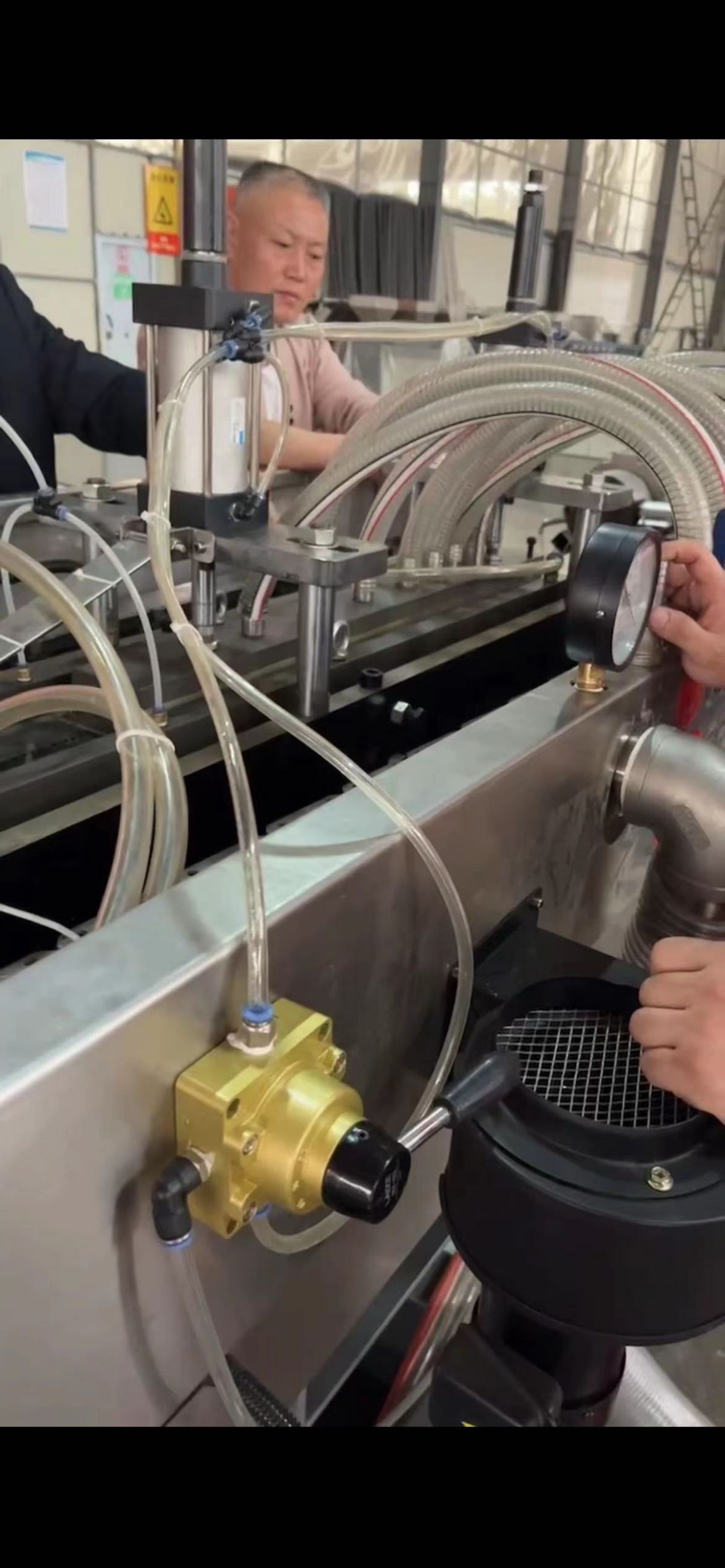
આંતરિક અને બાહ્ય દિવાલો પર એક જ સમયે હવાનું દબાણ ચાલુ કરતી વખતે, આંતરિક દબાણ 0.02-0.04 ની વચ્ચે રહેવાની ભલામણ કરવામાં આવે છે, અને બાહ્ય દબાણ સમાન હોય છે.સંતુલન બિંદુ શોધો.હવાના સ્થિર દબાણને સુનિશ્ચિત કરવા માટે એર પંપ ટ્યુબ જાડી હોવી જોઈએ.આંતરિક અને બાહ્ય હવાનું દબાણ માપક સ્થિર હોવું જોઈએ અને વધઘટ ન થઈ શકે., અન્યથા તે વેવ ક્રેસ્ટને અસર કરશે.જ્યારે બાહ્ય દિવાલ પાતળી હોય, ત્યારે વેક્યુમ સિસ્ટમનો ઉપયોગ કરવાની જરૂર નથી.
15kW એર કોમ્પ્રેસર 4 લાઇન સપ્લાય કરી શકે છે.40MM વ્યાસની એર પાઇપ, 0.5-0.6MPA નો ઉપયોગ કરવાની ભલામણ કરવામાં આવે છે.આંતરિક દિવાલનું દબાણ બાહ્ય દિવાલના દબાણ કરતા વધારે છે, અને આંતરિક હવા બાહ્ય હવા કરતા વધારે છે કારણ કે આંતરિક દિવાલ પર R કોણ છે.સ્ટાર્ટઅપ કરતી વખતે ઓપરેટિંગ કરંટ તપાસો.ઇન્વર્ટર ચાલુ છે અને વર્તમાન પ્રદર્શિત થાય છે, 50% 7042 અને 50% 5502, અંદરની દિવાલ 5 કિગ્રા છે, બહારની દિવાલ 12 કિગ્રા છે, અને બાહ્ય દિવાલ અંદરની દિવાલ કરતા 2 થી 3 ગણી છે.
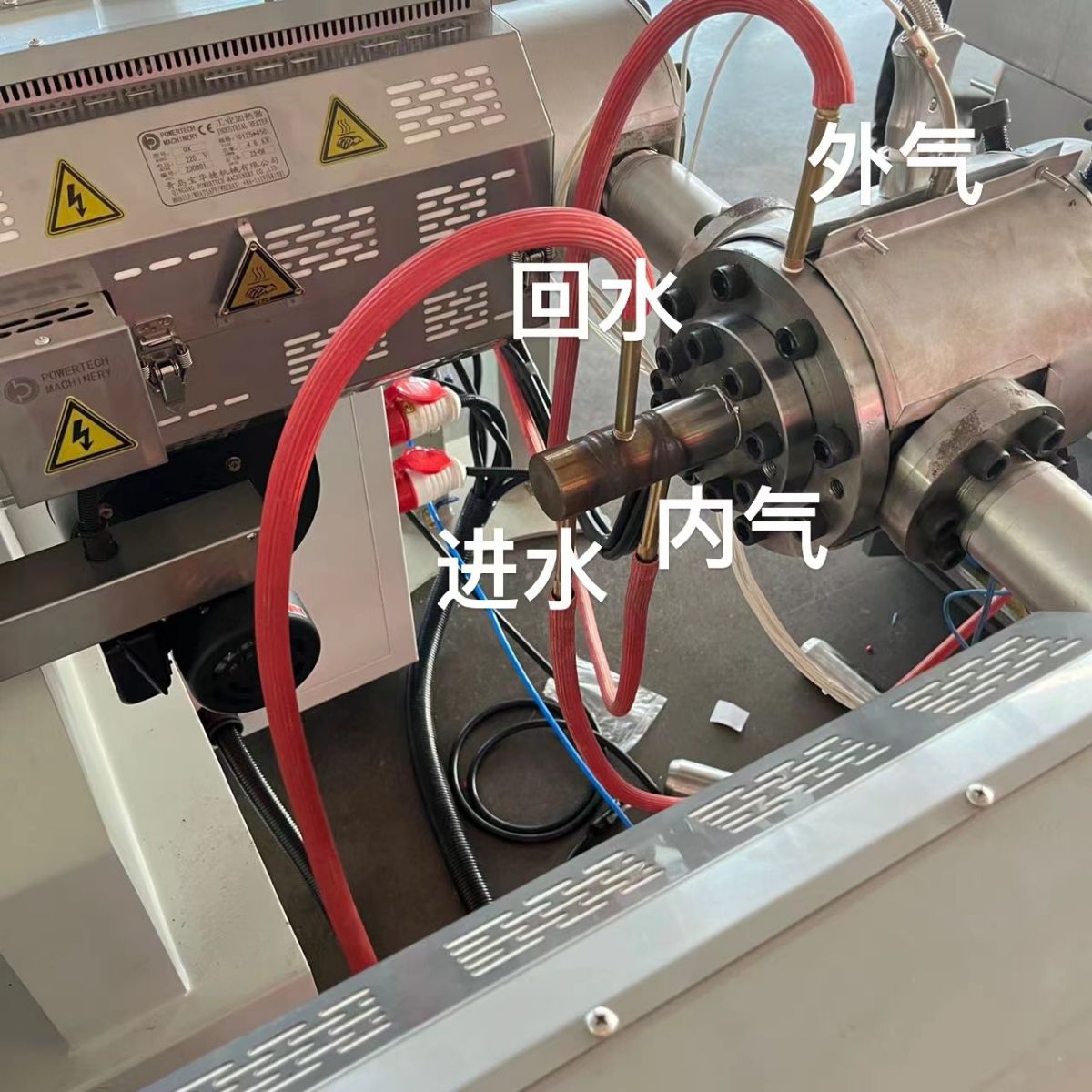
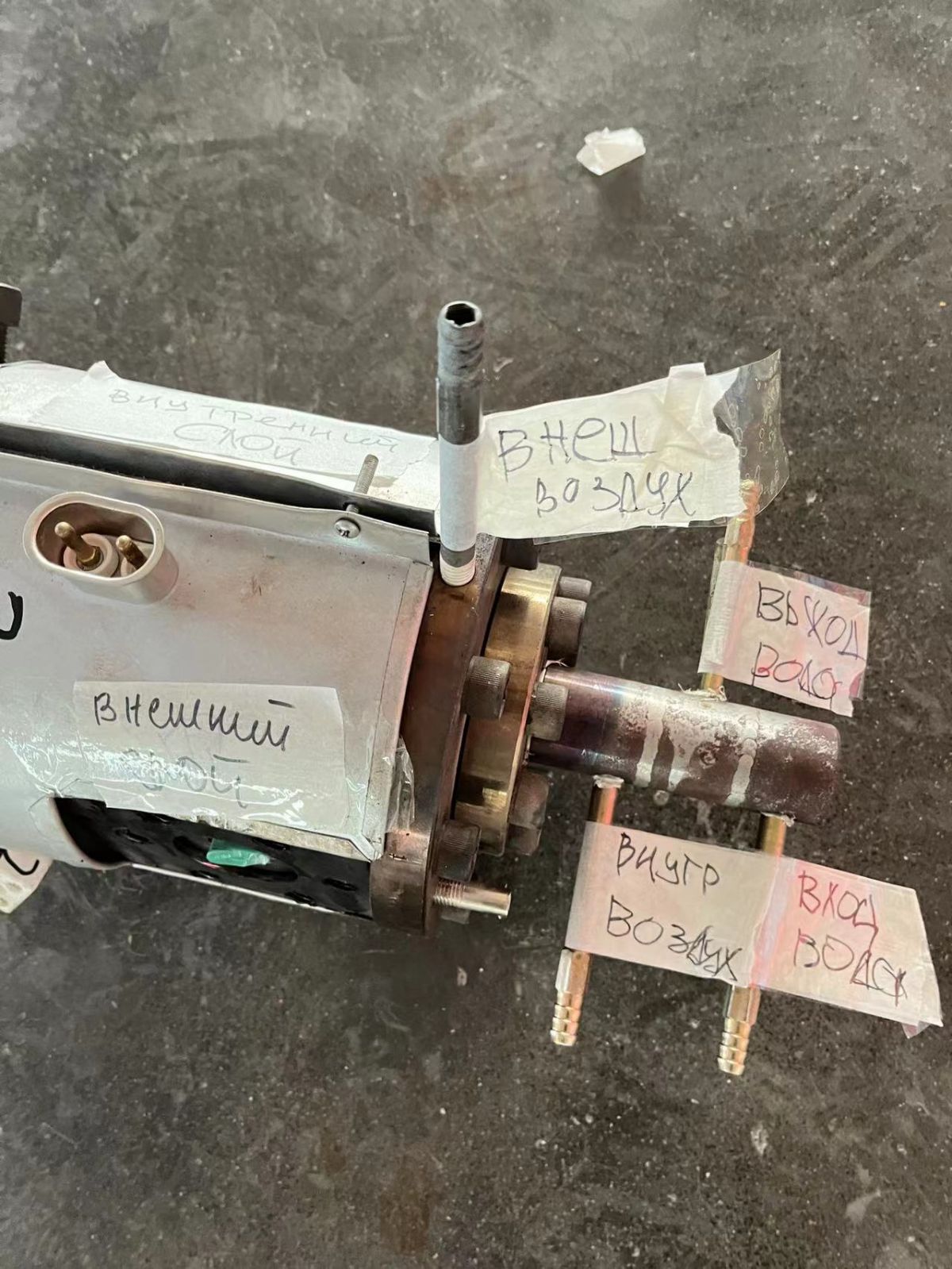
ઘાટના મુખ પર મોલ્ડ કોર રોડ પર ડાબેથી જમણે બાહ્ય હવા, બાહ્ય દિવાલ, આંતરિક હવા અને આંતરિક દિવાલ છે.
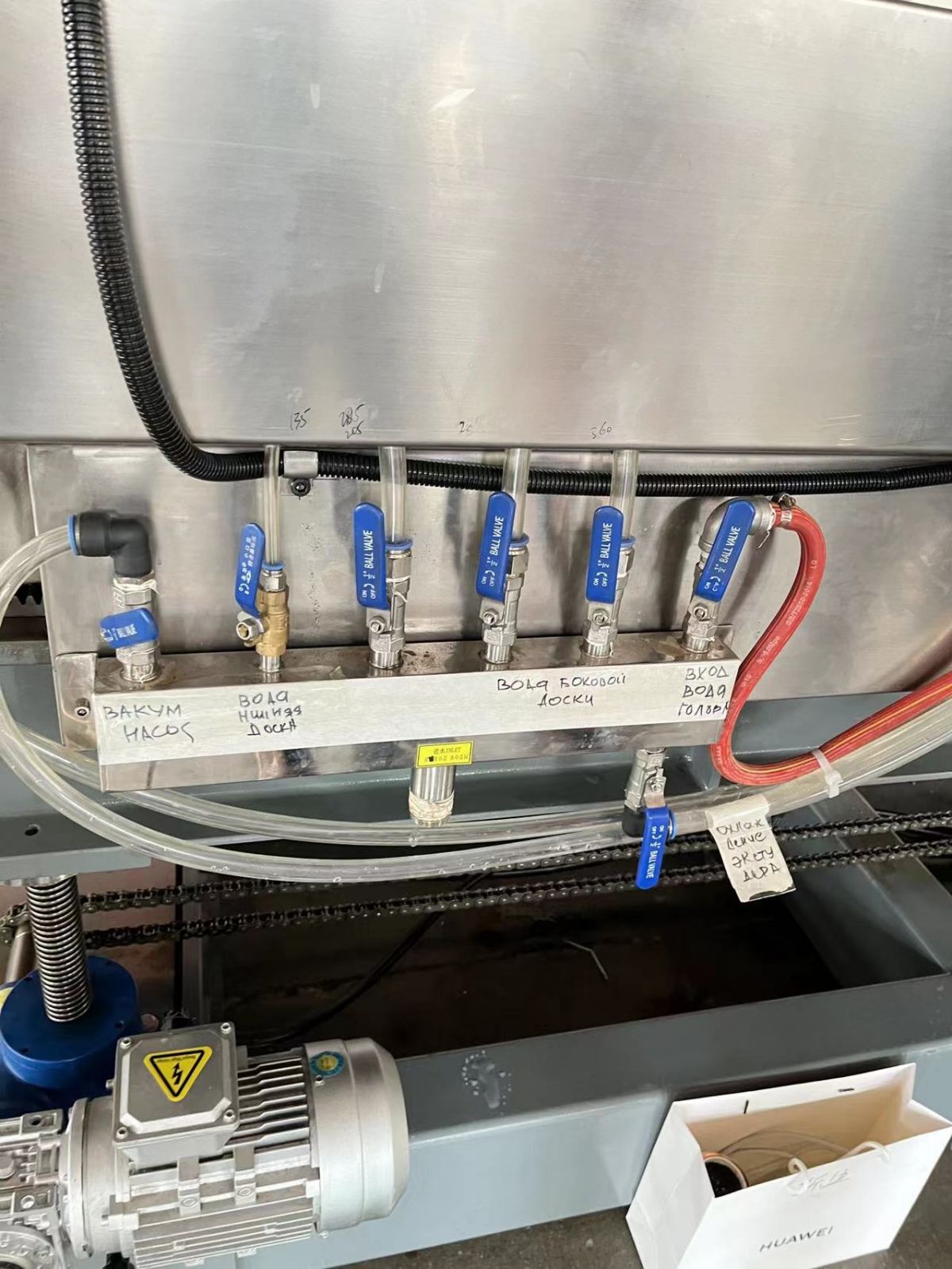
મોલ્ડિંગ મશીનની વિવિધ પાણીની ચેનલો ખોલો
મોલ્ડિંગ મશીન પર વેક્યુમ ગેજ લગભગ 0.08 છે.તરત જ જમણી બાજુએ વેક્યૂમ ગેજનું દબાણ રાહત વાલ્વ છે.

જો વોટર જેકેટની લીલી સીલીંગ રીંગ તૂટી ગઈ હોય, તો તે લીક થઈ જશે.તેને વારંવાર તપાસો અને બદલો.
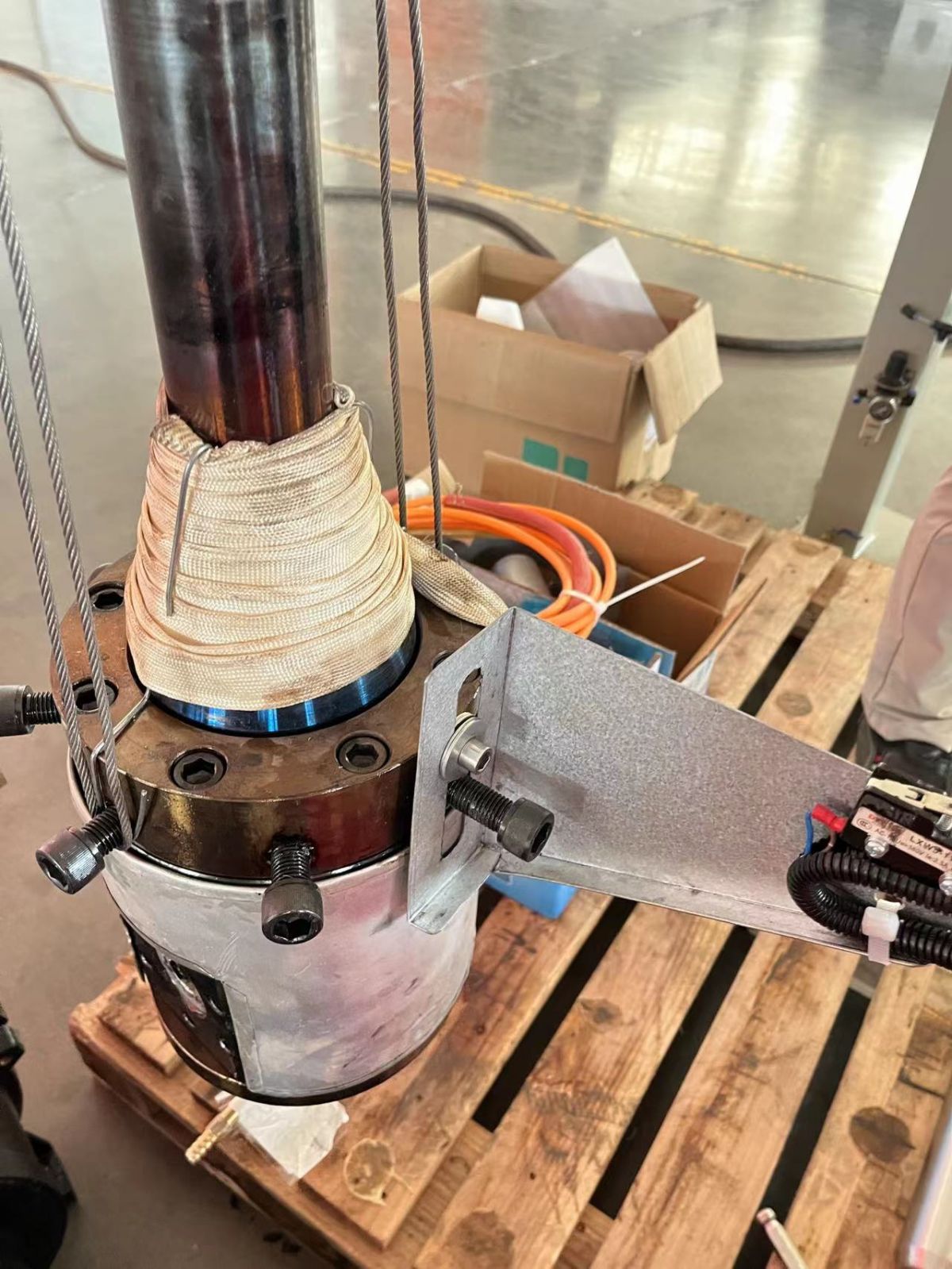
વોટર જેકેટને ટ્વિસ્ટ કર્યા પછી, મોલ્ડિંગ મશીનની સૌથી જમણી બાજુએ વોટર જેકેટ વાલ્વને સમયસર ખોલો, ઉપર અને નીચેની દિશા ખુલ્લી રાખીને, વોટર જેકેટની ઓ-રિંગને મશીનના માથાની ગરમીથી બળી ન જાય તે માટે. .
વોટર જેકેટ ઇન્સ્ટોલ કરતી વખતે, તેને સજ્જડ કરો અને તેને થોડું પાછું ફેરવો.હેતુ એ છે કે વોટર જેકેટને કુદરતી રીતે ઉપર, નીચે, ડાબે અને જમણે સંરેખિત કરવાની મંજૂરી આપવી.જ્યારે મોલ્ડિંગ મશીન વોટર જેકેટની નજીક આવે, ત્યારે વોટર જેકેટને ઉપર રાખો.
બહારની દીવાલ પરની ડાઇ 345 MM (ચિત્રમાં બતાવ્યા પ્રમાણે) ના અંતર સાથે, પ્રેસિંગ સિલિન્ડરની સ્થિતિ સાથે ગોઠવાયેલ હોવી જોઈએ.

પાણીની ટાંકી બનાવતી વખતે, તમારી પાસે ફિલ્ટર હોવું જોઈએ અને શુદ્ધ પાણીનો ઉપયોગ કરવો જોઈએ.સ્કેલ સાથેનું પાણી વોટર જેકેટ અને વોટર પંપને અવરોધિત કરશે.


શટડાઉન પગલાં:
પ્રથમ મુખ્ય મશીન, બાહ્ય દિવાલ અને આંતરિક દિવાલ મુખ્ય મશીનોને રોકો, સામગ્રી બહાર આવે તેની રાહ જુઓ, પછી મોલ્ડિંગ મશીન બંધ કરો અને તરત જ પાણીની જાકીટ દૂર કરો.વોટર જેકેટ ઠંડું હોય છે અને તેને સીધા હાથથી ફેરવી શકાય છે, અને પછી વિદ્યુત કેબિનેટની મુખ્ય નોબ (આડી આડી) બંધ કરો.પાવર ડાબી અને જમણી દિશામાં બંધ છે, અને પાવર ઉપર અને નીચે દિશામાં ચાલુ છે).આગલી વખતે મશીન શરૂ કરતા પહેલા, પહેલા મશીનના માથાના ડાઇ મેન્ડ્રેલને ફરીથી ગરમ કરવાની ખાતરી કરો, નહીં તો સામગ્રી અંદરથી મજબૂત થઈ જશે.જો તેને ગરમ ન કરવામાં આવે તો તે સરળતાથી ફૂટી જશે.
ચિલર માટે વેક્યુમ પંપનો ઉપયોગ કરી શકાય છે, પરંતુ પાણીના પંપની જરૂર નથી.તે માત્ર આરક્ષિત છે.
એવી ભલામણ કરવામાં આવે છે કે ગ્રાહકો સામાન્ય ગ્રાઉન્ડિંગ કરે અને તમામ મશીનોને કનેક્ટ કરવા અને એક જ સમયે તેમને ગ્રાઉન્ડ કરવા માટે 6-મીટર કોપર વાયર બનાવે.મોલ્ડિંગ મશીન અને વિન્ડિંગ મશીન તમામ 380V છે.કુલ સ્થાપિત શક્તિ 65 કિલોવોટ છે, અને વાસ્તવિક ઉત્પાદન 25 કિલોવોટ (25 કિલોવોટ કલાક) છે.
મોલ્ડ બદલતી વખતે, લિફ્ટ બટન, 70KG પ્રેશર પ્લેટ

પોસ્ટ સમય: ઑક્ટો-16-2023